
This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.







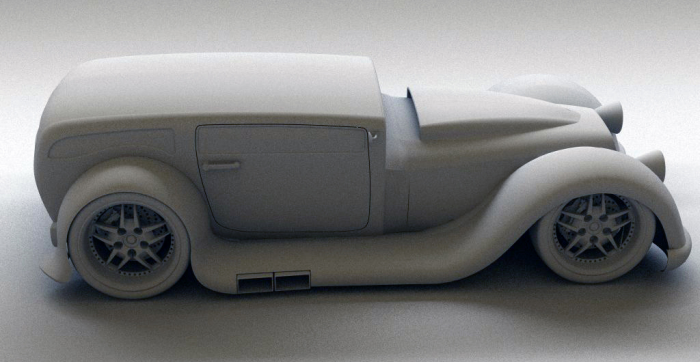
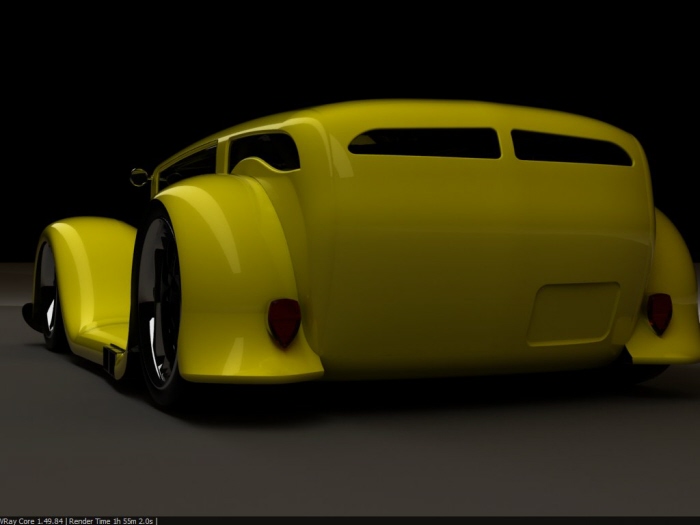
The Sinister - This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.

This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.
This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.
This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.

This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.
This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.

This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.

This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.

This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.

This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.

This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.

This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.

This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.

This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.

This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.
This Project was constructed as a chance to learn 3-D modeling with Rhino and then the rendering was done with V-Ray. The main goal of this project was to further my knowledge and efficiency with the program.

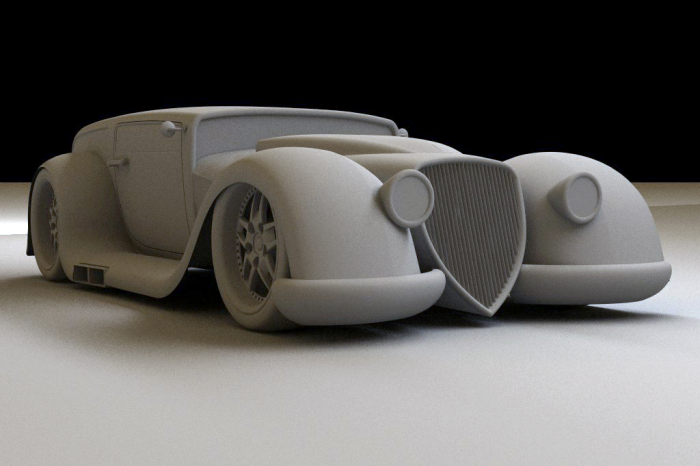
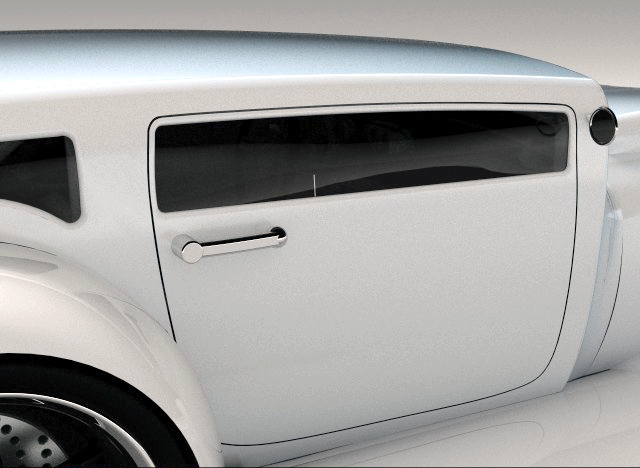
Model - This model is a fiberglass shell. The shell was laid up in a mdf mold that was cnc'd on a bridgeport mill. The wheels were also cnc'd out on the bridgeport mill and are t6061 alluminum. The lights, grill, bumpers were 3d printed in abs plastic. The car was then painted in a custom mixed color.

Model - This model is a fiberglass shell. The shell was laid up in a mdf mold that was cnc'd on a bridgeport mill. The wheels were also cnc'd out on the bridgeport mill and are t6061 alluminum. The lights, grill, bumpers were 3d printed in abs plastic. The car was then painted in a custom mixed color.

Model - This model is a fiberglass shell. The shell was laid up in a mdf mold that was cnc'd on a bridgeport mill. The wheels were also cnc'd out on the bridgeport mill and are t6061 alluminum. The lights, grill, bumpers were 3d printed in abs plastic. The car was then painted in a custom mixed color.

Cnc Maching of wheels - The wheels started out as a 1' rod of 6061 alluminum. The first step in the production of the wheels was to cnc lathe the outer profile of the wheel. After that the wheel was parted off the rod and positioned in a 4 jaw lathe head on the mill. From there the outer and inner profiles were cut out using featureCam on a Bridgeport mill. The wheels consisted of a rough and finishing cut.

Cnc Maching of wheels - The wheels started out as a 1' rod of 6061 alluminum. The first step in the production of the wheels was to cnc lathe the outer profile of the wheel. After that the wheel was parted off the rod and positioned in a 4 jaw lathe head on the mill. From there the outer and inner profiles were cut out using featureCam on a Bridgeport mill. The wheels consisted of a rough and finishing cut.

Cnc Maching of wheels - The wheels started out as a 1' rod of 6061 alluminum. The first step in the production of the wheels was to cnc lathe the outer profile of the wheel. After that the wheel was parted off the rod and positioned in a 4 jaw lathe head on the mill. From there the outer and inner profiles were cut out using featureCam on a Bridgeport mill. The wheels consisted of a rough and finishing cut.

Cnc Maching of wheels - The wheels started out as a 1' rod of 6061 alluminum. The first step in the production of the wheels was to cnc lathe the outer profile of the wheel. After that the wheel was parted off the rod and positioned in a 4 jaw lathe head on the mill. From there the outer and inner profiles were cut out using featureCam on a Bridgeport mill. The wheels consisted of a rough and finishing cut.

Cnc Maching of wheels - The wheels started out as a 1' rod of 6061 alluminum. The first step in the production of the wheels was to cnc lathe the outer profile of the wheel. After that the wheel was parted off the rod and positioned in a 4 jaw lathe head on the mill. From there the outer and inner profiles were cut out using featureCam on a Bridgeport mill. The wheels consisted of a rough and finishing cut.

Cnc Maching of wheels - The wheels started out as a 1' rod of 6061 alluminum. The first step in the production of the wheels was to cnc lathe the outer profile of the wheel. After that the wheel was parted off the rod and positioned in a 4 jaw lathe head on the mill. From there the outer and inner profiles were cut out using featureCam on a Bridgeport mill. The wheels consisted of a rough and finishing cut.

Cnc Maching of wheels - The wheels started out as a 1' rod of 6061 alluminum. The first step in the production of the wheels was to cnc lathe the outer profile of the wheel. After that the wheel was parted off the rod and positioned in a 4 jaw lathe head on the mill. From there the outer and inner profiles were cut out using featureCam on a Bridgeport mill. The wheels consisted of a rough and finishing cut.

Cnc maching of Wheels - The wheels started out as a 1' rod of 6061 alluminum. The first step in the production of the wheels was to cnc lathe the outer profile of the wheel. After that the wheel was parted off the rod and positioned in a 4 jaw lathe head on the mill. From there the outer and inner profiles were cut out using featureCam on a Bridgeport mill. The wheels consisted of a rough and finishing cut.

Cnc maching of Wheels - The wheels started out as a 1' rod of 6061 alluminum. The first step in the production of the wheels was to cnc lathe the outer profile of the wheel. After that the wheel was parted off the rod and positioned in a 4 jaw lathe head on the mill. From there the outer and inner profiles were cut out using featureCam on a Bridgeport mill. The wheels consisted of a rough and finishing cut.

Cnc maching of Wheels - The wheels started out as a 1' rod of 6061 alluminum. The first step in the production of the wheels was to cnc lathe the outer profile of the wheel. After that the wheel was parted off the rod and positioned in a 4 jaw lathe head on the mill. From there the outer and inner profiles were cut out using featureCam on a Bridgeport mill. The wheels consisted of a rough and finishing cut.

Cnc maching of Wheels - The wheels started out as a 1' rod of 6061 alluminum. The first step in the production of the wheels was to cnc lathe the outer profile of the wheel. After that the wheel was parted off the rod and positioned in a 4 jaw lathe head on the mill. From there the outer and inner profiles were cut out using featureCam on a Bridgeport mill. The wheels consisted of a rough and finishing cut.

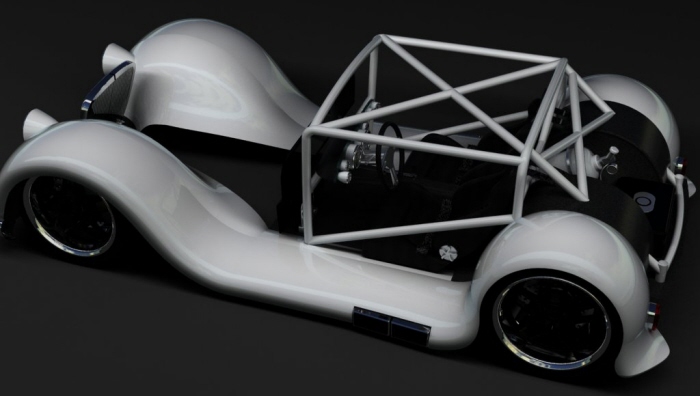
CNC maching of car body molds - In this stage of the build the molds had to made for the body of the car. This includes the main body and both fenders. The main car body had to be cut in half to avoid being to big and most importantly to avoid undercuts and get a decent draft angle for easy removal. Once finished they were finish sanded and coated in mold release then fiberglassed.

CNC maching of car body molds - In this stage of the build the molds had to made for the body of the car. This includes the main body and both fenders. The main car body had to be cut in half to avoid being to big and most importantly to avoid undercuts and get a decent draft angle for easy removal. Once finished they were finish sanded and coated in mold release then fiberglassed.

CNC maching of car body molds - In this stage of the build the molds had to made for the body of the car. This includes the main body and both fenders. The main car body had to be cut in half to avoid being to big and most importantly to avoid undercuts and get a decent draft angle for easy removal. Once finished they were finish sanded and coated in mold release then fiberglassed.

CNC maching of car body molds - In this stage of the build the molds had to made for the body of the car. This includes the main body and both fenders. The main car body had to be cut in half to avoid being to big and most importantly to avoid undercuts and get a decent draft angle for easy removal. Once finished they were finish sanded and coated in mold release then fiberglassed.

CNC maching of car body molds - In this stage of the build the molds had to made for the body of the car. This includes the main body and both fenders. The main car body had to be cut in half to avoid being to big and most importantly to avoid undercuts and get a decent draft angle for easy removal. Once finished they were finish sanded and coated in mold release then fiberglassed.

CNC maching of car body molds - In this stage of the build the molds had to made for the body of the car. This includes the main body and both fenders. The main car body had to be cut in half to avoid being to big and most importantly to avoid undercuts and get a decent draft angle for easy removal. Once finished they were finish sanded and coated in mold release then fiberglassed.

CNC maching of car body molds - In this stage of the build the molds had to made for the body of the car. This includes the main body and both fenders. The main car body had to be cut in half to avoid being to big and most importantly to avoid undercuts and get a decent draft angle for easy removal. Once finished they were finish sanded and coated in mold release then fiberglassed.

3D abs plastic printer - These pieces were designed in Rhino and sent to the 3d printer where the plastic was built into the pieces that you see here.

3D abs plastic printer - These pieces were designed in Rhino and sent to the 3d printer where the plastic was built into the pieces that you see here.

3D abs plastic printer - These pieces were designed in Rhino and sent to the 3d printer where the plastic was built into the pieces that you see here.

3D abs plastic printer - These pieces were designed in Rhino and sent to the 3d printer where the plastic was built into the pieces that you see here.

3D abs plastic printer - These pieces were designed in Rhino and sent to the 3d printer where the plastic was built into the pieces that you see here.

3D abs plastic printer - These pieces were designed in Rhino and sent to the 3d printer where the plastic was built into the pieces that you see here.
gLike
Sinister